
جوشکاری تیگ (Tungsten Inert Gas) همان قوس تنگستن تحت پوشش گاز محافظ، یکی از مهمترین روشها در صنایع مختلف کوچک و بزرگ پتروشیمی، نظامی، دریایی، هوایی، نیروگاههای برق و … میباشد. در ایران بیشتر با نام اختصاری و متداول جوش آرگون شناخته میشود. دلیل این نام گذاری بیشتر به خاطر استفاده از گاز آرگون در این فرایند است.
از فرایند جوشکاری TIG میتوان برای فلزات سخت و غیر سخت، آهنی و غیر آهنی در تمام ضخامت ها استفاده کرد. با استفاده از این نوع جوشکاری میتوان صفحات نازک و ظریف (به عنوان مثال: آلومینیومی) تا لولههای تحت فشار را انجام داد. در این روش قوس و حوضچه مذاب کاملاً آشکار و قابل مشاهده میباشد. در دهه ۱۹۲۰ کوشش شد تا قوس و حوضچه مذاب را در مقابل اتمسفر محافظت کنند تا جوشکاری کاملاً ایدهآل انجام گیرد. ظهور الکترودهای روپوش دار در آن دهه مسئله محافظت را منتفی کرد. اما به دلیل بوجود آمدن برخی مشکلات در دهه ۱۹۳۰، جوشکاری با گاز خنثی و الکترود تنگستن (TIG) ابداع شد که شروع روش با محافظت گاز بود. این روش با وجود اینکه بسیار کند پیشرفت کرد ولی در دهه 1940 توسعه پیدا نمود.
اصول جوشکاری قوس تنگستن (جوش تیگ) تحت پوشش گاز محافظ
درمیان انواع فرایندهای اتصال فلزات، فناوری و روشهای مختلف آن به دلیل قابلیتهای خاص و تنوع در عملکرد، جایگاه خاصی را به خود اختصاص داده است. در استانداردهای مطرح و مرتبط این رشته، از فرایند جوشکاری تحت عنوان فرایند خاص یاد شدهاست. فرایند خاص به فرایندی اطلاق میشود که کیفیت و نتیجه آن وابستگی بسیاری به مهارت اپراتور آن داشته و جهت اجرای آن به دستورالعملهای تأیید شده نیاز باشد.
در این فرایند حرارت ناشی از قوس الکتریکی ما بین یک الکترود مصرف نشدنی از جنس تنگستن (یا آلیاژ آن) و قطعه کار صورت میپذیرد. الکترود، قوس الکتریکی و منطقه حوضچه مذاب توسط یک گاز محافظ (آرگون، هلیم، مخلوط هر دو گاز یا مخلوط هر یک از دو گاز با گاز هیدروژن) در برابر اتمسفر محافظت میشود. استفاده از گازهای آرگون و هلیوم به علت خاصیت خنثی بودن این گازها میباشد. گازهای خنثی با عناصر دیگر قابلیت واکنش ندارند پس به منظور حذف گازهای فعال مانند اکسیژن و نیتروژن از اطراف قوس و حوضچه مذاب، اکسیدها و نیتریدهای فلزی (Porosity) ایدهآل میباشند بدین ترتیب میتوان از شکل گرفتن تخلخل های گازی جلوگیری نمود. تخلخل های گازی، اکسیدها و نیتریدهای فلزی، عیوبی هستند که باعث کاهش خواص مکانیکی جوش از جمله مقامت به ضربه و استحکام کششی میشوند.
قوس الکتریکی
یک منبع حرارتی است که در اکثر فرایندها از آن استفاده میشود. به دلیل اینکه تولید آن ساده و ارزان بوده و انرژی حرارتی آن نسبت به سایر منابع دیگر بالاتر است، کاربرد گستردهای دارد.
قوس، تخلیه بار الکتریکی بین دو الکترود در تودهای از گاز یونیزه شده است. این توده گاز، هادی جریان الکتریسیته میباشد یعنی جریان الکتریکی به وسیله این گاز هادی شده، عبور میکتد و یک حوزه حرارتی را تشکیل میدهد. در جوشکاری با الکترودهای پوشش دار ایجاد توده گاز یا پلاسما ممکن است در اثر تجزیه عناصر موجود در پوشش الکترود باشد. در پوشش الکترودها عناصری وجود دارد از قبیل سدیم و پتاسیم که ولتاژ یونیزاسیون این عناصر پایین است به عبارت دیگر با انرژی کمتری یونیزه میشوند. هنگام تماس الکترود با قطعه کار یک اتصال کوتاه رخ داده و مقداری انرژی حرارتی تولید میگردد بنابراین جزئی از سدیم یا پتاسیم موجود در پوشش الکترود یونیزه شده و با دور کردن الکترود از قطعه کار به ترتیب اولین، دومین، سومین، و n امین اتم سدیم یا پتاسیم یونیزه میشوند.
در این حالت مقدار بیشتری انرژی حرارتی تولید میگردد که میتواند گازهای موجود در اتمسفر مثل اکسیژن و ازت را نیز تجزیه کرده و بعد یونیزه کند. بدین ترتیب میتوان گفت در یک لحظه معین، در این محیط کوچک، احتمال وجود هر چهار شکل ذره (مولکول، اتم، یون و الکترون) وجود دارد که جهت حرکت الکترون ها از قطب منفی به قطب مثبت و جهت حرکت یون ها از قطب مثبت به قطب منفی است.
مولکول ها و اتم ها نیز جهت حرکت مشخصی ندارند ولی به دلیل اینکه در یک محیط پر انرژی قرار دارند، تحرک و شتاب زیادی دارند در نتیجه انرژی حرارتی تولید شده در قوس در اثر دو عامل است: اول اینکه الکترون ها در هنگام حرکت، انرژی خود را به انرژی حرارتی تبدیل میکنند و دوم اینکه در اثر تصادم این ذرات با یکدیگر مقداری انرژی تولید میگردد و در نهایت در قوس الکتریکی در فشار یک اتمسفر درجه حرارتی حدود ۶۰۰۰ درجه سانتیگراد (در بخار آهن) تا ۲۰۰۰۰ درجه سانتیگراد (برای قوس تنگستن) ایجاد میشود.
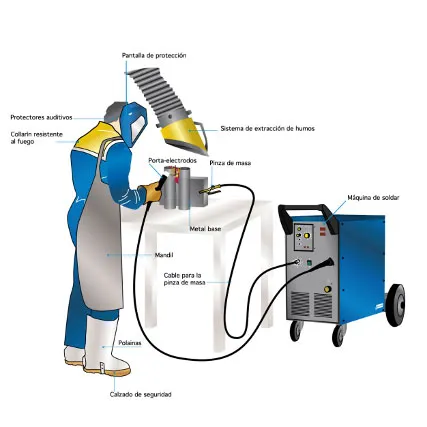
تجهیزات مورد نیاز در جوشکاری TIG
منبع تغذیه (Power Source): میتوان از هر دو نوع مولد جریان برق: مستقیم (DC) و متناوب (AC) بهره جست. منابع قدرت عمدتاً ترانسفورماتور – یکسوساز یا ژنراتور هستند.
سیلندر گاز محافظ: کپسول فلزی حاوی گاز محافظ است. فشار گاز داخل کپسول در هنگام پر بودن حدود ۱۵۰ تا ۲۰۰ bar میباشد.
رگولاتورها (فلومتر و مانومتر): برای کاستن از فشار خروجی گاز از کپسول و تنظیم شدت خروجی گاز محافظ از مشعل مورد استفاده قرار میگیرد. معمولاً میزان دبی گاز مصرفی بستگی به نوع طرح اتصال، زاویه مشعل، نوع نازل(nozzle)وشماره سرامیکی بوده وبین محدوده ۳ الی ۸ لیتر بر دقیقه میباشد.
شلنگ و بستهای گاز: برای هدایت گاز محافظ از سیلندر به مشعل مورد استفاده قرار میگیرد.
مشعل مخصوص جوشکاری (TORCH): در واقع جریان برق را که از رکتی فایر بوسیله کابل میآید را به الکترود تنگستن جوشکاری و گاز محافظ را به محدوده قوس و حوضچه مذاب هدایت میکند. مشعلها عموماً بوسیله آب یا بوسیله هوا خنک میشوند. مشعلهایی که کاربرد آنها در شدت جریانهای کم (زیر ۲۰۰ آمپر) و کوتاه مدت است، بوسیله هوا و جریان گاز محافظ خنک میشوند؛ ولی مشعلهایی که درجریانهای بالا و بلند مدت مورد استفاده قرار میگیرد، سیستم خنککننده آنها گردش آب میباشد زیرا به علت گرمای بسیار زیاد که در جوشکاری با آمپراژ بالا پدید میآید، گاز محافظ به تنهایی قادر به خنک کردن مشعل نیست.

الکترود تنگستن: در فرایند TIG به کار میروند، در گروه الکترودهای ذوب نشدنی قرار دارند و طبق استاندارد AWS A۵٫۱۲،ترکیب شیمیایی آنها به صورت زیر است:
- EWP: الکترود تنگستن خالص
- EWTH: توریم (حاوی ۱ تا ۲ درصد اکسید توریم یا توریا)
- EWTH: زیر کونیم (حاوی ۰٫۱۵ تا ۰٫۴ درصد اکسید زیرکونیوم یا زیرکونیا)
- EWLA-1: لانتانیوم (حاوی ۱ درصد اکسید لانتیوم یا لانتیا)
- EWLA-2: سریم (حاوی ۲ درصد اکسید سریم یا سریا)
معمولاً در قطرهای ۰٫۲۵ تا ۶٫۳۵ میلیمتر و طول ۷۶ تا ۶۱۰ میلیمتر ساخته میشوند. الکترودهای تنگستن خالص نسبت به سایر الکترودها ارزانتر بوده، ظرفیت حمل الکتریسیته کمتری میدارند، عمر آنها کوتاهتر بوده و فقط قابل استفاده با جریان AC باشند. از این الکترودها در مواردی که حساسیت کار کمتر است استفاده میشود. اگر از الکترود تنگستن خالص در شدت جریانهای بالا استفاده شود امکان تحلیل رفتن تدریجی آن وجود دارد.
الکترودهای تنگستن توریم دار، ظرفیت حمل الکتریسیته بالاتری دارند و عمر آنها طولانی میباشد. شروع قوس با این الکترودها راحتتر بوده و ثبات قوس بیشتری ایجاد میکنند (چون خروج الکترونها راحتتر صورت میگیرد). از این الکترودها غالباً در جریان DC استفاده میشود.
الکترودهای زیر کونیوم دار بهترین نوع الکترود برای جوشکاری آلومینیوم و منیزیم هستند. این الکترودها تقریباً مزایای هر دو الکترود قبلی را دارا هستند. زمانی که از این الکترودها در جریان AC استفاده میشود، پایداری قوس الکترودهای EWP در جریان AC، به همراه ظرفیت حمل جریان و شروع قوس خوب در الکترودهای EWTH مشترکاً فراهم میآید.
تنگستن با رنگ های یک سر آن ها طبق طبقه بندی زیر شناخته می شوند:
- سبز: خالص …AWS Classification: EWP
- نارنجی: ۲ درصد سریم…AWS Classification: EWCE-2
- سیاه: ۱ درصد لانتانیوم …AWS Classification: EWLA-1
- زرد: ۱ درصد توریم …AWS Classification: EWTH-1
- قرمز: ۲ درصد توریم …AWS Classification: EWTH-2
- قهوه ای: ۱ درصد زیر کونیوم…AWS Classification: EWZR-1
- خاکستری: غیر از عناصر بالا… AWS Classification: EWG
در جوشکاری TIG انتخاب صحیح قطر الکترود، بستگی کامل به شدت جریان و نوع جریان (AC or DC) خواهد داشت.
سیم جوش (Filer Metal): اکثر فلزات و آلیاژها را میتوان با روش TIG جوشکاری نمود بنابراین انتخاب سیم جوش یکی از عمدهترین مسائل میباشد.
در زیر سیم جوش های مختلف در فرایند TIG مطابق با استاندارد AWS طبقهبندی شدهاند. برای هر گروه در AWS بهطور کافی درباره طریقه کاربرد، ترکیب شیمیایی، نوع جریان و مقدار آن، قطر سیم جوش و غیره داده شدهاست. طول سیم جوش ها معمولاً ۶۱ سانتیمتر یا ۹۱ سانتیمتر است و برای دستگاههای نیمه اتوماتیک و اتوماتیک به صورت کلافی موجود میباشد.
طبقه بندی انواع سیم جوش مطابق استاندارد AWS در فرآیند TIG:
- سیم جوش و الکترود مس و آلیاژهای مس AWS Specification Number: A5,7
- برای فولادهای کرمی و کرم نیکلی مقاوم به خوردگی AWS Spesification Number: A5,9
- سیم جوش های مخصوص آلومینیوم و آلیاژ آلومینیوم AWS Specification Number: A5,10
- سیم جوش هایی که برای عملیات سطحی به کار میروند AWS Specification Number: A5,13
- سیم جوش های مخصوص نیکل و آلیاژهای نیکل AWS Specification Number: A5,14
- سیم جوش های مخصوص تیتانیوم و آلیاژهای تیتانیوم AWS Specification Number: A5,16
- سیم جوش برای فولادهای کربنی AWS Specification Number: A5,18
- سیم جوش های مخصوص آلیاژهای منیزیم AWS Specification Number: A5,19
- سیم جوش های مخصوص آلیاژهای زیرکونیم AWS Specification Number: A5,24
عیوب متداول در جوشکاری تیگ TIG:
ناخالصی تنگستن (Tungestan Inclusion): زمانی که از تکنیک های نامناسب جوشکاری استفاده شود احتمال حبس ذرات تنگستن در فلز جوش وجود دارد. علل اصلی بوجود آمدن این عیب عبارتند از:
- تماس نوک الکترود تنگستن با حوضچه مذاب.
- تماس سیم جوش با الکترود تنگستن داغ.
- عبور شدت جریان بیش از اندازه از الکترود تنگستن.
- آلوده شدن نوک الکترود از طریق جرقههای ساطع شده از حوضچه مذاب.
- زیاد بودن طول مؤثر الکترود (فاصله نوک الکترود تا کولت) که موجب داغ شدن بیش از حد الکترود می شود.
- ناکافی بودن دبی گاز محافظ یا وزش باد در محیط جوشکاری و در نتیجه اکسید شدن نوک الکترود.
- نامرغوب بودن الکترود تنگستن.
- استفاده از گاز محافظ نامناسب مانند آرگون + دی اکسید کربن
عیوب ناشی از محافظت نامناسب گاز بوجود میآید:
- ناخالصی تنگستن
- خلل و فرج (Porocity)
- فیلمهای اکسیدی در نتیجه ذوب ناقص و حبس ناخالصی های اکسیدی
کلیه عیوب فوق موجب کاهش خواص مکانیکی از جمله کاهش استحکام کششی و مقاومت به ضربه میشوند.
برخی از علل بوجود آمدن خلل وفرج در جوش عبارتند از:
- کم بودن دبی گاز محافظ.
- زیاد بودن بیش از اندازه گاز محافظ، در نتیجه جریان گاز از حالت آرام یا لمینار به متلاطم یا توربولانس تبدیل می شود.
- وزش باد در محیط جوشکاری و اختلال در محافظت گاز.
- کوچک بودن دهانه شعله پوش. (قطر شعله پوش باید حداقل ۱٫۵ برابر پهنای سطح جوش باشد).
- زیاد بودن طول قوس یا زیاد بودن فاصله شعله پوش تا حوضچه مذاب.
ناخالصی های اکسیدی (اکسید Inclusion)
در بطن جوش، محل تمرکز تنش بوده و موجب کاهش استحکام و مقاومت به ضربه جوش میشوند. در فرایند TIG قبل از شروع به جوشکاری باید لایههای اکسیدی را از روی محل اتصال و سیم جوش برطرف کرد. این امر مخصوصاً در آلومینیوم و آلیاژهای آن به علت نقطه ذوب بالای اکسید آلومینیوم (2050c) از اهمیت ویژهای بر خوردار است.
تمیز نبودن درز جوش، وجود لایههای اکسید روی سیم جوش و عدم تمیز کاری بین مرحله ای.
خارج نمودن نوک داغ سیم جوش از محدوده حفاظتی گاز محافظ در هنگام جوشکاری.
اکسیداسیون از طرف ریشه جوش (محافظت از ریشه جوش هنگام جوشکاری فلزات حساس مانند فولادهای زنگ نزن الزام است) یعنی از طرف پشت قطعه کار هم باید بوسیله گاز محافظ، حفاظت شود.
عدم ذوب (Lack of Fusion)
برخی از علل عیوب کمبود ذوب عبارتند از:
- کوچک بودن زاویه پخ قطعه کار که موجب عدم ذوب در ریشه اتصال میشود(Lack of Root Fusion)
- زیاد بودن پاشنه جوش (Root Face) وایجاد عدم ذوب در ریشه اتصال.
- کوچک بودن فاصله بین دو لبه در ریشه جوش که موجب عدم ذوب در ریشه اتصال میشود.
- عدم ذوب کافی در دیوارههای اتصال به علت سرعت جوشکاری بالا و عدم تمرکز قوس در مرکز اتصال.
- نامناسب بودن توالی پاسهای جوشکاری و ایجاد عدم ذوب بین پاسی (Lack Of Inter Run Fusion)