جوش CO2
نمایش 1–57 از 155 نتیجه













































































































جوشکاری co2 چیست ؟
جوشکاری CO2 یا جوشکاری با دی اکسید کربن یکی از روشهای جوشکاری فلزات است که در آن از گاز دی اکسید کربن (CO2) به عنوان محیط محافظ جوشکاری استفاده میشود. در این روش، یک سیم جوش به عنوان الکترود استفاده میشود. این سیم در نزدیکی قطعه فلزی که قرار است جوش داده شود قرار میگیرد. سپس با دادن برق به این سیم، قطعات فلزی به دلیل گرمای تولید شده با هم جوش میخورند.
جوشکاری CO2 برای جوشکاری فلزات سنگین و ضخیم مانند فولاد سازهای و پلها استفاده میشود. این روش برای جوشکاری قطعات بسیار بزرگ و سنگین که نیاز به جوش با قدرت بالا دارند، مناسب است. همچنین این روش در صنایع خودروسازی، ساخت ماشین آلات و قطعات فلزی، ساخت تجهیزات نفت و گاز و صنایع ساختمانی نیز کاربرد دارد.جوش co2 در حال حاضر پرکاربردترین فرآیند جوشکاری است و سرعت جوشکاری بالا را امکان پذیر می کند.

تاریخچه جوشکاری co2
جوشکاری CO2 یکی از روشهای پرکاربرد در صنعت جوشکاری است که از گاز دی اکسید کربن به عنوان گاز حفاظتی برای جوشکاری استفاده میکند. این روش جوشکاری در دهه 1940 توسط مهندسانی در آمریکا به وجود آمد. در زیر به تاریخچه کامل جوشکاری CO2 میپردازم:
- در دهه 1920، شرکت لیندهای آمریکا به منظور تولید گازهای صنعتی، از یک فرایند جدید به نام فرایند لیندهای استفاده کرد. این فرایند باعث تولید گاز دی اکسید کربن میشد.
- در دهه 1940، مهندسانی در آمریکا در حین تحقیقات خود در زمینه جوشکاری، از گاز CO2 به عنوان گاز حفاظتی برای جوشکاری استفاده کردند. این روش جوشکاری به دلیل سرعت بالا و قابلیت جوشکاری فلزات سنگین و ضخیم، به زودی مورد توجه قرار گرفت.
- در سال 1948، شرکت لیندهای آمریکا با همکاری شرکت HOBART، اولین دستگاه جوشکاری MIG (Metal Inert Gas) را تولید کرد. این دستگاه جوشکاری برای جوشکاری با گاز CO2 و گازهای دیگر در صنایع مختلف مورد استفاده قرار گرفت.
- در دهه 1950، استفاده از جوشکاری CO2 به صورت گسترده شروع شد. در این دهه، گاز CO2 به عنوان گاز حفاظتی رایج در جوشکاری فلزات در سراسر جهان استفاده میشد.
- در دهه 1960، توسعه تکنولوژی جوشکاری CO2 به محبوبیت این روش جوشکاری کمک کرد. به دلیل سرعت بالا، کیفیت بالا و قابلیت جوشکاری فلزات سنگین و ضخیم، جوشکاری CO2 به یکی از روشهای پرکاربرد در صنعت جوشکاری تبدیل شد.
- در دهه 1970، توسعه تکنولوژی جوشکاری CO2 به عنوان یکی از روشهای اساسی جوشکاری فلزات شناخته شد. این روش جوشکاری در صنایع مختلف مانند صنایع خودروسازی، ساختمانسازی، صنایع ماشینآلات و صنایع هوایی به کار گرفته میشود.
طرز کار و مکانیزم جوش CO2
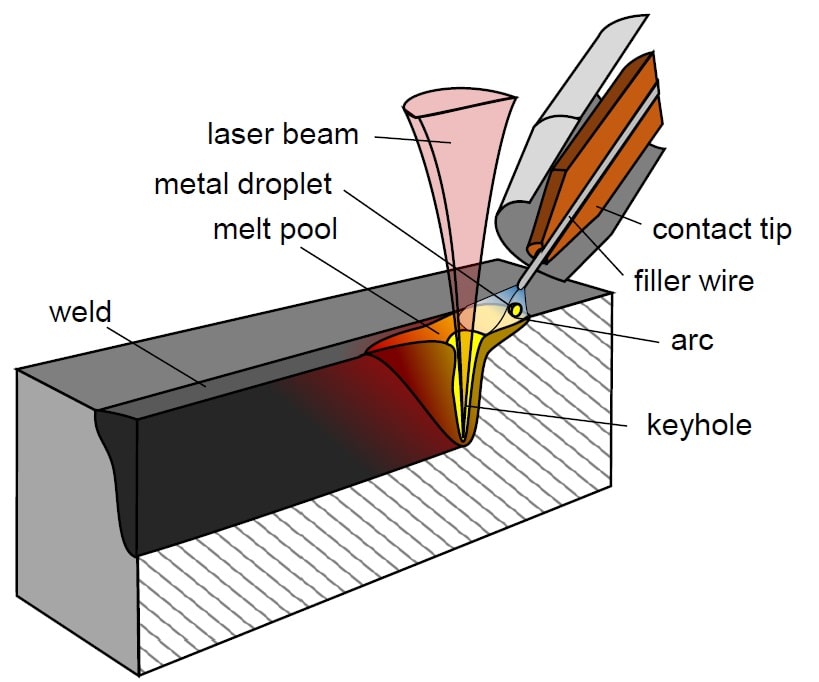
جوشکاری CO2 یکی از روشهای پرکاربرد جوشکاری فلزات سنگین و ضخیم است که با استفاده از گاز دی اکسید کربن به عنوان محیط محافظ انجام میشود. در جوشکاری MIG/MAG، یک قوس به کمک منبع تغذیه از طریق گردنه بین سیم جوش و قطعه کار ایجاد می شود. قوس قسمت مورد نظر برای جوش بر قطعه کار و سیم جوش را ذوب می کند و در نتیجه جوش ایجاد می شود. در ادامه، طرز کار جوشکاری CO2 را به شرح زیر توضیح میدهیم:
آمادهسازی قطعات: در ابتدا، قطعاتی که قرار است جوش داده شوند باید به دقت آماده شوند. این شامل پاک کردن و آمادهسازی سطح قطعات با استفاده از تکنیکهای مختلفی مانند شستشو، سنگزنی، و خشک کردن است.
تنظیم پارامترهای جوشکاری: در مرحله بعد، پارامترهای جوشکاری باید تنظیم شوند. این شامل تنظیم جریان جوشکاری، سرعت حرکت قلم جوشکاری، فاصله قلم جوشکاری تا قطعه، و دمای قلم جوشکاری است. تنظیم پارامترهای جوشکاری باید با توجه به نوع فلز و ضخامت قطعه انجام شود.
شروع جوشکاری: پس از تنظیم پارامترهای جوشکاری، قلم جوشکاری در نزدیکی قطعه قرار گرفته و جریان جوشکاری روشن میشود. گاز دی اکسید کربن به عنوان محیط محافظ به قطعات وارد میشود تا جلوی تماس فلز با هوا و اکسیداسیون فلز را بگیرد. هدف از استفاده از گاز دی اکسید کربن، ایجاد یک محیط محافظ برای قطعات است تا جوشکاری به صورت صحیح و با کیفیت انجام شود.
پایان جوشکاری: پس از اتمام جوشکاری، قلم جوشکاری از قطعه دور میشود و جریان جوشکاری خاموش میشود. در این مرحله، قطعات باید به طور کامل خنک شوند و پس از خنک شدن، جوشکاری بررسی و ارزیابی میشود تا اطمینان حاصل شود که جوشکاری به صورت صحیح و با کیفیت انجام شده است.
کاربرد جوشکاری CO2 چیست ؟
جوشکاری با دی اکسید کربن (CO2) یکی از روشهای مهم جوشکاری فلزات است که در صنایع مختلف مورد استفاده قرار میگیرد. امروزه جوشکاری MIG/MAG تقریباً در همه صنایعی که نیاز به جوشکاری دارند استفاده می شود. بزرگترین کاربران جوش CO2، صنایع سنگین و متوسط مانند کشتی سازی، سازندگان سازه های فولادی، خطوط لوله و محفظه های تحت فشار و همچنین مشاغل تعمیراتی و خدماتی هستند.در زیر به برخی از کاربردهای این روش جوشکاری اشاره میکنیم:
صنعت خودروسازی: در صنعت خودروسازی، جوشکاری CO2 برای جوشکاری قطعات فلزی مورد استفاده قرار میگیرد. این روش جوشکاری برای جوشکاری قطعات بزرگ و سنگین که نیاز به جوش با قدرت بالا دارند، مناسب است.
صنعت ساخت و ساز: در صنعت ساخت و ساز، جوشکاری CO2 برای جوشکاری قطعات فلزی ساختمانی مانند پلها، سازههای بزرگ، تجهیزات نفت و گاز و لولههای آب و فاضلاب استفاده میشود.
صنعت ماشین آلات: در صنعت ساخت ماشین آلات، جوشکاری CO2 برای جوشکاری قطعات فلزی مانند تیغههای برش، ماشینآلات کشاورزی و دیگر قطعات فلزی مورد استفاده قرار میگیرد.
صنعت الکترونیک: در صنعت الکترونیک، جوشکاری CO2 برای جوشکاری و ایجاد اتصالات فلزی در قطعات الکترونیکی مورد استفاده قرار میگیرد.
صنعت فضایی: در صنعت فضایی، جوشکاری CO2 برای جوشکاری قطعات فلزی مورد استفاده قرار میگیرد. این روش جوشکاری برای جوشکاری قطعات فلزی حساس و پیچیده، مانند قطعات موتورهای فضایی استفاده میشود.
صنایع دریایی: در صنایع دریایی، جوشکاری CO2 برای جوشکاری قطعات فلزی مانند ناوگان دریایی، قایقهای بزرگ و دیگر قطعات فلزی مورد استفاده قرار میگیرد.
تفاوت های جوشکاری co2 و جوشکاری آرگون چیست ؟
جوشکاری CO2 و جوشکاری آرگون دو روش جوشکاری متفاوت هستند که هر کدام برای کاربردهای خاص خود مناسب هستند. در ادامه تفاوت های این دو روش جوشکاری را بررسی می کنیم:
گاز مورد استفاده: در جوشکاری CO2، گاز دی اکسید کربن به عنوان محیط محافظ استفاده می شود، در حالی که در جوشکاری آرگون، گاز آرگون به عنوان محیط محافظ استفاده می شود.
وضعیت فلزات: جوشکاری آرگون برای جوشکاری فلزات نازک مانند استیل ضد زنگ، آلومینیوم و مس به کار می رود، در حالی که جوش CO2 برای جوشکاری فلزات سنگین و ضخیم مانند فولاد ساختمانی و پل ها به کار می رود.
کیفیت جوش: جوشکاری آرگون به دلیل برداشتن اکسیژن و رطوبت از محیط جوشکاری، جوش های با کیفیت و بدون نقصی تولید می کند. در حالی که در جوشکاری CO2، برای دستیابی به کیفیت جوش بالا، باید پارامترهای جوشکاری دقیقاً تنظیم شوند.
سرعت جوشکاری: جوشکاری CO2 با سرعت بالاتری نسبت به جوشکاری آرگون انجام می شود. این به این دلیل است که جوشکاری CO2 برای فلزات سنگین و ضخیم استفاده می شود و نیاز به کار با سرعت بالا دارد.
هزینه: هزینه جوشکاری CO2، به علت استفاده از گاز دی اکسید کربن، کمتر از هزینه جوشکاری آرگون است.
تجهیزات مورد نیاز برای جوشکاری co2 چیست ؟
تجهیزات جوشکاری CO2 شامل انواع مختلفی از دستگاه های جوشکاری هستند که برای جوشکاری فلزات سنگین و ضخیم مورد استفاده قرار میگیرند. برخی از انواع این دستگاهها شامل دستگاه جوشکاری MIG (Metal Inert Gas) و دستگاه جوشکاری MAG (Metal Active Gas) هستند. هر یک از این دستگاهها دارای ویژگیهای خاصی هستند که بسته به نوع فلز و کاربرد مورد نظر، مورد استفاده قرار میگیرند. به عنوان مثال، دستگاه جوشکاری MIG بیشتر برای جوشکاری فلزات نازک و خودروها استفاده میشود، در حالی که دستگاه جوشکاری MAG برای جوشکاری فلزات سنگین و ساختمانی مورد استفاده قرار میگیرد.به طورکلی تجهیزات مورد نیاز برای جوش co2 شامل موارد زیر می باشد:
- منبع نیرو: با استفاده از منبع نیرو می توانیم ولتاژ مناسب برای ذوب و اتصال فلزات را به وجود بیاوریم.
- تغذیه سیم: در این سیستم سیم جوش با یک سرعت ثابت حوضچه جوش را تغذیه می کند.
- گاز محافظ: گاز محافظ برای محافظت از حوضچه و ورود هوا به داخل آن استفاده می شود.
- تورچ: از تورچ CO2 برای جریان الکتریکی بین گاز محافظ و سیم جوش و همچنین رساندن آن به حوضچه جوش استفاده می شود.
جوشکاری co2 چه محدودیت هایی دارد ؟
همانطور که قبلاً اشاره شد، جوشکاری CO2 برای جوشکاری فلزات ضخیم و سنگین بسیار موثر است، اما دارای محدودیت ها و مشکلاتی نیز است. برخی از محدودیت ها و مشکلات جوشکاری CO2 عبارتند از:
خطرات ایجاد شده از گازهای سمی: جوشکاری CO2 با ایجاد گازهای سمی مانند اکسید کربن ممکن است به سلامتی جوشکار و افراد حاضر در محیط جوشکاری آسیب برساند. بنابراین، باید از تجهیزات ایمنی مناسبی مانند ماسک جوشکاری و تهویه مناسب استفاده کرد.
نیاز به تجهیزات خاص: برای انجام جوشکاری CO2، نیاز به تجهیزات خاصی مانند منبع تغذیه برق، گاز CO2، کابل جوشکاری و کلاه جوشکاری دارید. هزینه این تجهیزات نیز ممکن است بالا باشد.
محدودیت در جوشکاری فلزات خاص: جوشکاری CO2 برای جوشکاری فلزات خاصی مانند آلومینیوم و برنج مناسب نیست، بلکه برای جوشکاری فولاد و فولاد ضد زنگ بهتر است.
ایجاد پسماند: در جوشکاری CO2، پسماندی با نام اسلگ ایجاد می شود که باید پس از جوشکاری حذف شود.
نیاز به تزریق گاز: جوشکاری CO2 برای ایجاد محیط محافظ برای جوشکاری نیاز به تزریق گاز CO2 دارد. بنابراین، باید توجه داشت که گاز CO2 به میزان کافی در دسترس باشد.
تفاوت بین جوشکاری MIG و MAG چیست ؟
روش های جوشکاری MIG و MAG از این جهت با یکدیگر متفاوت هستند که در جوشکاری MIG (گاز خنثی به فلز) از یک گاز محافظ خنثی استفاده می شود که در فرآیند جوشکاری شرکت نمی کند، در حالی که جوشکاری MAG (گاز فعال به فلز) از یک گاز محافظ فعال استفاده می کند که در فرآیند جوشکاری دخیل است.معمولاً گاز محافظ حاوی گاز فعال دی اکسید کربن یا اکسیژن است و بنابراین جوشکاری MAG بسیار رایج تر از جوشکاری MIG است. در واقع، اصطلاح جوشکاری MIG اغلب به طور تصادفی در رابطه با جوشکاری MAG استفاده می شود.
جوشکاری co2 چه مزایایی دارد ؟
جوشکاری با گاز CO2 مزایای زیادی دارد. این روش جوشکاری به دلیل قیمت مناسب گاز CO2 و توانایی جوشکاری فلزات ضخیم و سنگین، یکی از روشهای محبوب جوشکاری در صنعت است. برخی از مزایای جوشکاری با گاز CO2 عبارتند از:
سرعت جوشکاری بالا: جوشکاری با گاز CO2 سرعت جوشکاری بالایی دارد و میتواند به طور سریع قطعات فلزی را به هم متصل کند.
قابلیت جوشکاری روی فلزات ضخیم: گاز CO2 به دلیل خواص حرارتی خود، به خوبی برای جوشکاری فلزات ضخیم و سنگین مناسب است.
هزینه مناسب: گاز CO2 با دسترسی آسان و با قیمت مناسب در بازار موجود است که باعث شده است که جوشکاری با گاز CO2 یکی از روشهای اقتصادی جوشکاری باشد.
کیفیت جوش بالا: جوشهایی که با گاز CO2 جوش داده شدهاند، دارای کیفیت بالایی هستند و اغلب به عنوان جوشهای استاندارد شناخته میشوند.
قابلیت کنترل آسان: با استفاده از گاز CO2، میتوان به طور دقیق پارامترهای جوشکاری را کنترل کرد و به راحتی تنظیمات مورد نیاز را انجام داد.
همچنین از دیگر مزایای آن میتوان به کارکرد های مختلف از جمله خودکار و نیمه خودکار و رباتیک، امکان جوش های سریع با کیفیت بالا و استفاده از آن در همه موقعیت ها اشاره کرد.
جوشکاری co2 چه معایبی دارد ؟
جوشکاری با گاز CO2، همانند هر روش جوشکاری دیگری، دارای معایبی است که باید در نظر گرفته شود. برخی از این معایب عبارتند از:
ایجاد پراکندگی و نفوذ گازهای سمی در محیط جوشکاری: گاز CO2 در صورت ایجاد پراکندگی و نفوذ در محیط جوشکاری، میتواند خطراتی برای جوشکاران و افراد حاضر در محیط ایجاد کند.
نیاز به تجهیزات خاص: جوشکاری با گاز CO2 نیازمند تجهیزات خاصی است که هزینههای زیادی را برای جوشکاران به همراه دارد.
عدم تناسب برای همه فلزات: جوشکاری با گاز CO2 برای جوشکاری برخی از فلزات مثل آلومینیوم مناسب نیست و برای جوشکاری فلزات دیگر نیز باید شرایط خاصی را رعایت کرد.
ایجاد شوره در نقاط جوش: استفاده از گاز CO2 ممکن است باعث ایجاد شوره در نقاط جوش شود که ممکن است منجر به ضعف جوش و کاهش کیفیت جوش شود.
نیاز به تجدید گاز CO2: جوشکاری با گاز CO2 نیاز به تجدید گاز دارد، چرا که گاز CO2 در هنگام جوشکاری به صورت تدریجی مصرف میشود و باید به صورت دورهای تجدید شود.
محدودیت در برخی موقعیت ها: جوشکاری را نمی توان در فضای باز بدون محافظ انجام داد زیرا گاز جوشکاری باید در برابر باد محافظت شود.
الزام به پاکسازی قطعات: با وجود مواد اکسید کننده محدود در این فرآیند، قبل از شروع جوشکاری، تمام زنگ زدگی باید از قطعه کار پاک شود.