برش پلاسما
نمایش 1–57 از 138 نتیجه

























































































برش پلاسما چیست ؟
سیستم برش پلاسما از جریان پلاسما برای انتقال انرژی به قطعه کار (دارای خصوصیت رسانا) استفاده می کند. جریان پلاسما معمولاً با عبور گازهایی مانند نیتروژن، اکسیژن، آرگون یا حتی هوا با فشار بالا از طریق یک نازل باریک تشکیل می شود. جریان الکتریکی تولید شده توسط منبع تغذیه، انرژی کافی به جریان گاز می افزاید تا آن را یونیزه و تبدیل به قوس پلاسما کند. به همین دلیل است که این فرآیند برش قوس پلاسما نامیده می شود. قوس پلاسما ابتدا قطعه کار را ذوب کرده و سپس فلز مذاب را با فشار دمش گاز از قطعه دور میکند. قوس پلاسما تولید شده توسط دستگاه برش پلاسما دمایی نزدیک به 22000 درجه سانتیگراد تولید می کند، دمای برش پلاسما بسیار بالا است. برای مقایسه، دمای سطح خورشید حدود 5500 درجه سانتیگراد است.

پلاسما چیست ؟
پلاسما حالت چهارم ماده است. ما معمولاً به سه حالت ماده (جامد و مایع و گاز) می اندیشیم. این سه حالت در آب به عنوان عنصری رایج شامل یخ ، آب و بخار هستند. تفاوت بین این حالت ها سطح انرژی نسبی آنها است. وقتی انرژی را به شکل گرما به یخ اضافه می کنید، یخ ذوب شده و به آب تبدیل میشود. اگر انرژی بیشتری اضافه کنید، آب تبخیر شده و تبدیل به بخار می شود. اگر به طور قابل توجهی انرژی بیشتری به بخار اضافه کنید و آن را تا حدود 11700 درجه سانتیگراد حرارت دهید، بخار به تعدادی از گازهای اصلی تشکیل دهنده اتمسفر تجزیه می شود و تبدیل به رسانای الکتریکی یا یونیزه می گردد. گاز یونیزه شده با انرژی بالا پلاسما نامیده می شود.
تاریخچه برش پلاسما به چه زمانی برمی گردد ؟
در دنیای تولید فلزات مدرن، برش پلاسما فراگیر شده است .هزینه کم، سهولت استفاده و قابلیتهای تجهیزات برشکاری پلاسما، آنها را برای طیف گستردهای از مصارف روزمره کاربردی میسازد. به هر حال امور همیشه بر این منوال نبوده است.
در اینجا شما را با تاریخچه برش پلاسما و هر آن چه که امروز قادر به انجام آن هستیم آشنا میکنیم. برش پلاسما راه طولانی را برای تکامل از زمان اختراع در سال ۱۹۵۷ میلادی تا به امروز پیموده است .این اختراع جدید با پیشرفت خود، برش پلاسما را کارآمدتر و مقرون به صرفه تر کرده است. برای درک کامل پیشرفت فناوری برش پلاسما، ابتدا باید ببینیم همه چیز از کجا شروع شد. قبل از اینکه تلفن های بی سیم یا حتی زیپ وجود داشته باشند، دکتر رابرت گیج برش پلاسما را اختراع کرد.
سیر تحول و تکامل برش پلاسما در گذر زمان به ترتیب ذیل میباشد:
- در سال 1957 برش پلاسما توسط دکتر رابرت گیج از شرکت یونیون کارباید (Union Carbide)اختراع شد
- در سال 1958 شرکت ترمال داینامیکس (Thermal Dynamics) توسط جیمز براونینگ و مرل تورپ تأسیس شد
- در سال 1960 شرکت Thermal Dynamics اولین سیستم برش پلاسما خود را به شرکت Ryerson Steel در شیکاگو فروخت
- در سال 1962 شرکت Kjellberg Finsterwalde اولین سیستم برش پلاسما اروپایی را معرفی کرد
- در سال 1963 شرکت Thermal Dynamics فرآیندی را به ثبت رساند که از گاز کمکی در برش پلاسما استفاده می کرد
- در سال 1965 شرکت Thermal Dynamics فناوری مه آب را معرفی کرد
- در سال 1968 شرکت Hypertherm توسط دیک کوچ و باب دین در هانوفر آلمان تاسیس شد
- در سال 1974 شرکت Thermal Dynamics کنترل آمپر متغیر را در سیستم های PAK20A (100A) و PAK40A (400A) معرفی کرد
- در سال 1977 شرکت Thermal Dynamics اولین سیستم برش پلاسما هوا خنک را با دستگاهی با نام PAK10 (100A) معرفی کرد
- در سال 1985 شرکت Hypertherm اولین سیستم دستی خود با نام MAX40 (40A) با ظرفیت برش یک سانتیمتر روی فولاد نرم را معرفی کرد
- در سال 1986 شرکت InnerLogic توسط استیون هاردویک و جو وارن در چارلستون آمریکا تاسیس شد
- در سال 1987 شرکت Thermal Dynamics اولین سیستم با منبع تغذیه مبتنی بر اینورتر با نام DynaPak 110 را عرضه کرد
- در سال 1993 شرکت HT2000 Hyperthermو HD1070 را عرضه کرد که اولین سیستم برش پلاسما با کیفیت بالای ساخت آمریکا بود
- در سال 2000 شرکت Kjellberg Finsterwalde سیستم HiFocus ، Hypertherm سیستم HT4400 ، InnerLogic سیستم FineLine 200 PC را معرفی مینمایند که اولین سیستم های کنترل کننده فرآیند برش مبتنی بر رایانه را وارد میدان می کنند
- در سال 2003 شرکت Hypertherm سیستم HPR130 را با کنسول گاز تنظیم دستی عرضه کرد
- در سال 2004 شرکت InnerLogic سیستم های ProLine 2150 & ProLine 2260 با وضوح بالا را با کنسول های گاز تنظیم دستی معرفی کرد
- در سال 2005 شرکت Hypertherm سیستم HPR260 را با کنسول گاز اتوماتیک روانه بازار کرد و شرکت Thermal Dynamics سیستم ULTRA-CUT را معرفی نمود
- در سال 2007 شرکت Kaliburn (که قبلا InnerLogic نام داشت) خانواده سیستم های برش پلاسما را معرفی کرد
- در سال 2009 شرکت Hypertherm سیستم برش پلاسما با وضوح بالای HPR400XD را با فناوری Power Pierce & True Hole معرفی نمود
- در سال 2010 شرکت Hypertherm سیستم های HPR800XD و MAXPRO200 را به بازار عرضه کرد
- در سال 2011 شرکت American Torch Tip فناوری پلاسما با چگالی بالا (PHD) را برای سیستم Hypertherm HT2000 معرفی می کند که سرعت و کیفیت برش را بهبود می بخشید
- در سال 2012 شرکت American Torch Tip فناوری PHD را برای نازل سیستم های برش پلاسما Hypertherm HPR بهینه سازی کرد
- در سال 2013 شرکت American Torch Tip سیستم PHDX را برای نازل سیستم های برش پلاسما Hypertherm HPR-XD اضافه نمود
- در سال 2017 شرکت Hypertherm سیستم XPR300 را با کنسولهای گاز Core، VWI و Opti-Mix عرضه کرد
- در سال 2019 شرکت American Torch Tip فناوری PHDX را به سیستمهای InnerLogic Proline و Kaliburn Spirit & Spirit II گسترش داد
- در سال 2021 شرکت American Torch Tip سیستم Helio Cut با طراحی الکترود با نیروی تماس بالا را برای سیستم های Hypertherm Powermax 45XP، 65 و 85 معرفی نمود
همانطور که می بینید، در طول شصت و چهار سال زمان ، برش پلاسما توانمندتر، ارزان تر و با کارکرد بسیار آسان تر عرضه شده است. سرعت و کیفیت برش بسیار بالاتر و فراتر از آن چیزی است که شرکت Union Carbide در سال 1957 متصور بود.

سیستم های برشی که زمانی کل اتاق را اشغال می کردند، اکنون ممکن است روی شانه کاربر آویزان شده و از یک نردبان بالا برده شوند. فناوری که زمانی تنها بزرگترین شرکتها میتوانستند از عهده هزینه هایش برآیند، اکنون حتی برای خریداران جزء ، مقرون به صرفه و دست یافتنی است. دسته برش های اکسیژن که زمانی مورد استفاده قرار می گرفتند، اکنون در بسیاری از کارگاه های ساخت و تعمیر خاک میخورند.
کاربرد برش پلاسما
روشهای بسیاری برای برش فلزات وجود دارد، ولی دلایل و عوامل زیر به ما میگویند که چرا بایست از برش پلاسما استفاده کرد
اشتهای فراوان برای برش : برش های پلاسما کاربردهای مختلفی دارند و می توانند انواع بسیاری از فلزات را برش دهند. فولاد، آلمینیوم، فولاد ضد زنگ، دستگاه برش پلاسمای شما اشتهای فراوانی دارد .تقریبا میتوانید هر نوع فلز یا آلیاژ را به خوردش دهید. کیفیت برش تفاوتهایی خواهد کرد (مخصوصا بر حسب گازهای مورد استفاده) اما دستگاه شما آن را می بلعد.
سرعت برش بالا : سرعت برش پلاسما بالاست. زمانی که در اتمام پروژه با ضیق وقت روبرو هستید، شما میتوانید از برش پلاسما استفاده کنید. با سرعت برش بیش از ۲۵۰ سانتیمتر در دقیقه، برش پلاسما بسیار سریع محسوب میشود. طبعا سرعت با افزایش ضخامت قطعه کار کاهش میابد، اما برای اغلب کارهای روزمره، برش پلاسما باعث صرف جویی در زمان میشود.
چند کاره بودن : پلاسما چند کاره است. نه تنها می توانید با آن برش دهید، بلکه می توانید اریب، گود، لایه برداری، علامت گذاری و یا حتی جوشکاری کنید.هیچ ابزاری در زرادخانه فلزکاری شما تا این حد انعطاف پذیر نیست.
امنیت بالا : برش پلاسما گازهای خطرناک تولید نمیکند. اکثر برش های پلاسما با هوای فشرده انجام می شود. از نیتروژن، آرگون و حتی آب نیز برای کمک به برش استفاده می شود. این بسیار ایمن تر از استیلن، پروپیلن و سایر گازهای قابل اشتعال و فرار است که در فرآیندهای برشکاری سنتی با سوخت ملقب به هوا - گاز استفاده می شود.
مزایای برش پلاسما کدام موارد هستند ؟
- برای برش قطعه به ضخامت متوسط ، هزینه برش پلاسما در قیاس با سایر تجهیزات برشکاری ارزانتر است.
- برش با کیفیت بالا تا ضخامت ۵۰ میلیمتر.
- حداکثر ضخامت برش ۱۵۰ میلیمتر میباشد.
- برش پلاسما را می توان بر روی تمام مواد رسانا انجام داد، برخلاف هوا برش که فقط برای فلزات آهنی مناسب است.
- در مقایسه با هوا برش، دارای خط برشی بسیار باریکتر است.
- برش پلاسما موثرترین وسیله برای برش استنلس استیل و آلومینیوم با ضخامت متوسط است.
- سرعت برش پلاسما سریعتر از هوا برش میباشد بطوریکه برش پلاسما یک چهارم زمان برای ایجاد برش نسبت به فناوری های مشابه خود را دارد.
- سرعت برشکاری در پلاسما باعث افزایش دقت و تمیزی برش، کاهش اشتباه توسط کاربر و افزایش تولید و بهینه سازی می شود
- دستگاه های CNC برش پلاسما می توانند دقت و تکرار عملیات فوق العاده ای را ارائه دهند.
- برش پلاسما را زیر آب نیز می شود انجام داد، این کار باعث تاثیرگذاری کمتر حرارت بر محیط پیرامون برش و به حداقل رساندن سر و صدا میشود.
- برش پلاسما می تواند اشکال پیچیده تری را برش دهد زیرا از دقت بالایی برخوردار است. برش پلاسما منجر به حداقل رسوب می شود زیرا خود فرآیند مواد مذاب اضافی را از محیط برش دور میکند، به این معنی که ریزه کاری و تمیز کاری کمی پس از برش مورد نیاز است.
- برش پلاسما منجر به تاب برداشتن قطعه نمی شود زیرا سرعت بالا در برش، انتقال حرارت را به میزان قابل توجهی کاهش می دهد.
- برش پلاسما ، به دلیل متکی بودن بر گازهای بی اثر ، بسیار ایمن تر از برش هوا و گاز می باشد و خطر انفجار یا احتراق تصادفی را پایین می آورد.

معایب برش پلاسما کدام موارد هستند ؟
- برش پلاسما برای ورق های ضخیم یا آلیاژهای متراکم مفید نمی باشد. ماهیت زودگذر پلاسما دامنه برش آنها بر عمق محدود می کند.
- برش پلاسما گرمای بسیار زیادی تولید می کند. از طرفی دیگر بسیار پر سرو صداست و دود اضافی ایجاد میکند.اطمینان حاصل کنید که تمام برش های پلاسما در یک کارگاه باز و دارای یک تهویه مناسب انجام پذیرد.
- برش پلاسما به دلیل ایجاد جرقه و فلاش های بسیار نورانی، بسیار بدنام است. اطمینان حاصل کنید که اپراتور و کارکنان نزدیک به دستگاه پلاسما، از لوازم ایمنی استفاده کنند.
- اگرچه در برش پلاسما در هر برش ارزانتر از برش هوا است، اما همچنان میتواند هزینه های قابل توجهی را متحمل شود. همچنین ممکن است مجبور شوید برای تامین کردن گاز مورد نیاز، یک متخصص را به خدمت بگیرید. در صورت نداشتن متخصص ساخت مخلوط گاز پلاسمای مورد نیاز بسیار دشوار است.
انواع تجهیزات در برش پلاسما چیست ؟
برش پلاسما شامل اجزای زیر است:
منبع تغذیه : منبع تغذیه جریان ثابت (DC) با مدار باز میباشد که ولتاژ مدار معمولاً در محدوده 240 تا 400 VDC است. جریان خروجی (آمپر) و درجه کیلووات منبع تغذیه، سرعت و ضخامت برش پلاسما را تعیین می کند. وظیفه اصلی منبع تغذیه تامین انرژی صحیح برای حفظ قوس پلاسما پس از یونیزاسیون است.
مدار راه اندازی قوس : در اکثر تورچهای آب خنک 130 آمپر و بالاتر، با یک مدار تولید فرکانس بالا مواجه اید که ولتاژ AC بین 5000 تا 10000 ولت در فرکانس تقریبی 2 مگاهرتز تولید می کند. این ولتاژ قوس متمرکز در داخل تورچ ایجاد می کند تا گاز را یونیزه و پلاسما تولید کند. به جای مدار فرکانس بالای فوق، تورچهای پلاسمای هوا خنک معمولاً از یک الکترود متحرک یا فناوری «شروع برگشتی» برای یونیزه کردن گاز استفاده می کنند.
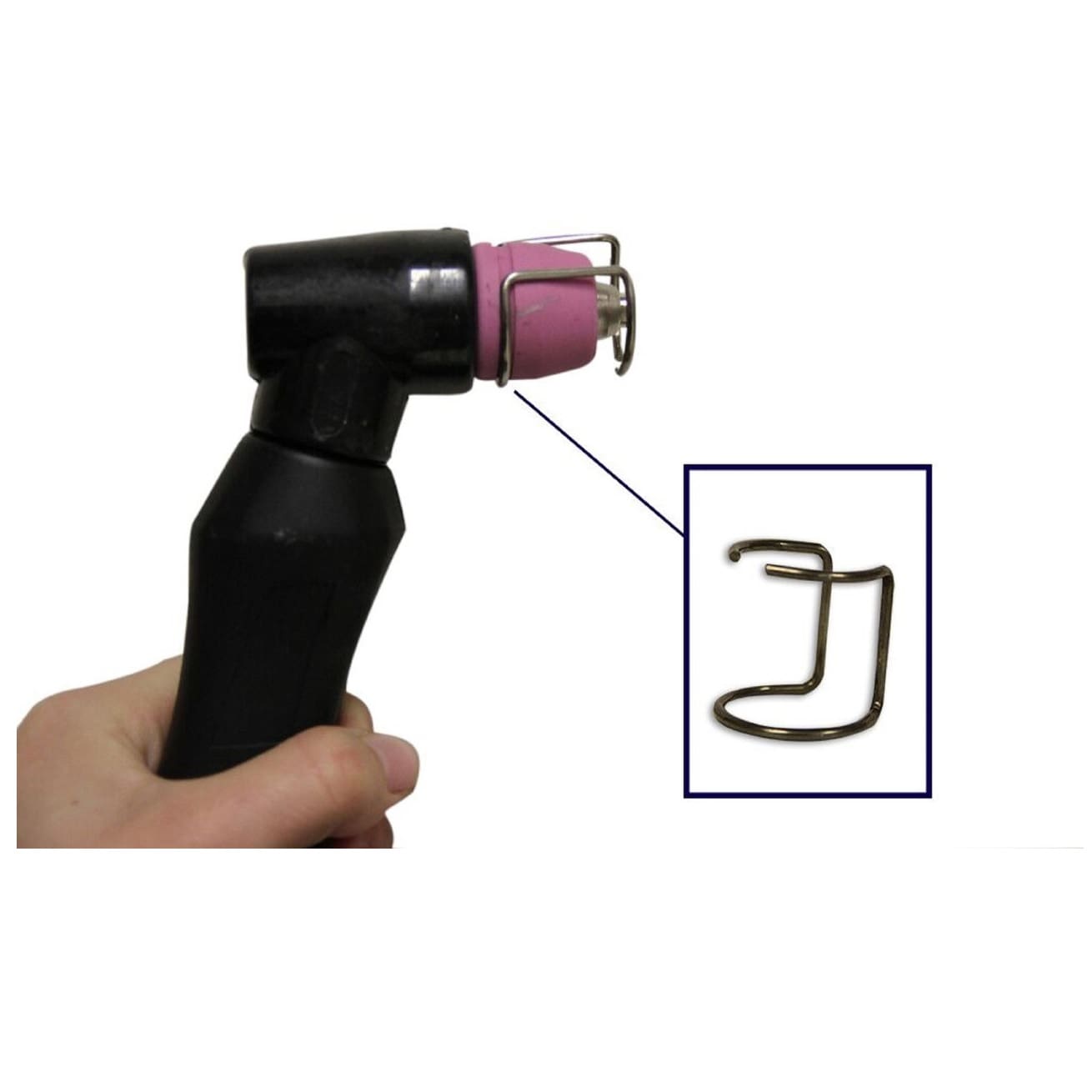
تورچ پلاسما : برای واحد های کوچک، تورچ هواخنک و برای واحد های بزرگ ، تورچ آب خنک مورد نیاز است
الکترود : دارای فریم مسی و تنگستن درونی است
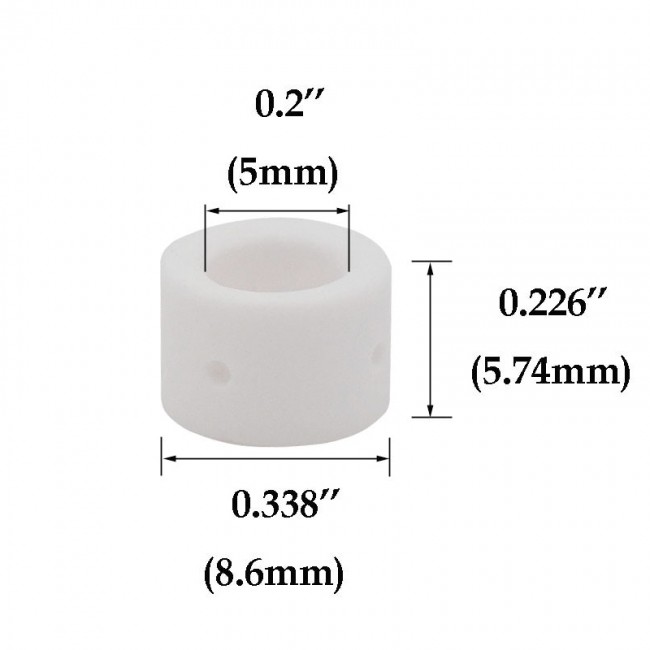
گاز پخش کن : بین الکترود پلاسما و نازل قرار می گیرد.
واحد کنترل : پنلی که در آن تنظیمات صورت می پذیرد
گاز برش : یک یا چند گاز برش مورد نیاز است
تامین کننده آب خنک : آب تامین شده از این سیستم برای خنک کردن تورچ استفاده می شود
رگلاتور : رگلاتور حاوی گیج فشار، برای کنترل گاز مصرفی می باشد.
نکات مهم در مورد خرید تجهیزات برش پلاسما کدامند ؟
- ضخامت فلزی که در اکثر مواقع برش می زنید را مشخص کنید.
- سرعت بهینه برش خود را انتخاب کنید.
- هزینه قطعات مصرفی دستگاه و تورچ را با عمر مصرفی مقایسه کنید.
- اپراتور تسلط و دید خوب به دستگاه و کار داشته باشد.
- دستگاه دارای استحکام بالا و ایمنی موقع کار را با دقت بررسی نمایید.
- کار کردن با پنل کنترل دستگاه ساده و راحت باشد.
عوامل تاثیرگذار در قیمت تجهیزات برش پلاسما چه مواردی هستند؟
عوامل متعددی در قیمت تجهیزات برشکاری تاثیرگذار هستند که از آن میان میتوان به برند سازنده، کشور سازنده وکیفیت ساخت اشاره کرد